

Petro's Project ERL Superdeck 427 w/ Whipple 2.9L
 Jan 2, 2018 | 09:48 PM
Jan 2, 2018 | 09:48 PM
#521


The last few weekends I’ve been smoothing the crankcase. It’s taking longer than I expected it to but no biggie as I have plenty of time left to do it. I softened the bottom edges on the piston skirt and bottom of the oil ring groove before I coated them. My thought process was that the sharp edges on the skirt could scrape oil off the cylinder wall especially on the major thrust side. I am thinking about putting a chamfer/softer edge on the bottom of the liner like what’s at the top to possibly help reduce skirt wear. I also softened the edges on the top and bottom of the lifter bores along with the openings inside the lifter bore to the oil passage. My thought process was that it would help prevent oil shear and scraping the lifter. I also noticed on my old lifters that they were worn/scratched from the sharp edges on the bottom/top/oil passage opening so that was another reason for it. Hopefully we’ll be measuring the lifter bores this weekend. It’s getting close!!!
Jan 3, 2018 | 08:23 AM
#522

TECH Enthusiast




Joined: Dec 2014
Posts: 590
Likes: 118
From: Amarillo, TX
I saw a video on powernation tv about this. They were building a 408 stroker but before they built it they smoothed all the edges like you were saying. Its extra work but there is some good logic behind it. I may end up doing it on my engine refresh when it comes time.

 Jan 7, 2018 | 05:42 PM
Jan 7, 2018 | 05:42 PM
#525
Lifter bores check in at a average of .0026” which is what is recommended for iron blocks not aluminum blocks. One is a bit large at .0051” clearance...I wonder if GM machines all the blocks the same?
Jan 15, 2018 | 06:25 PM
#526
Almost done wire wheeling and polishing every bolt/stud for the engine:

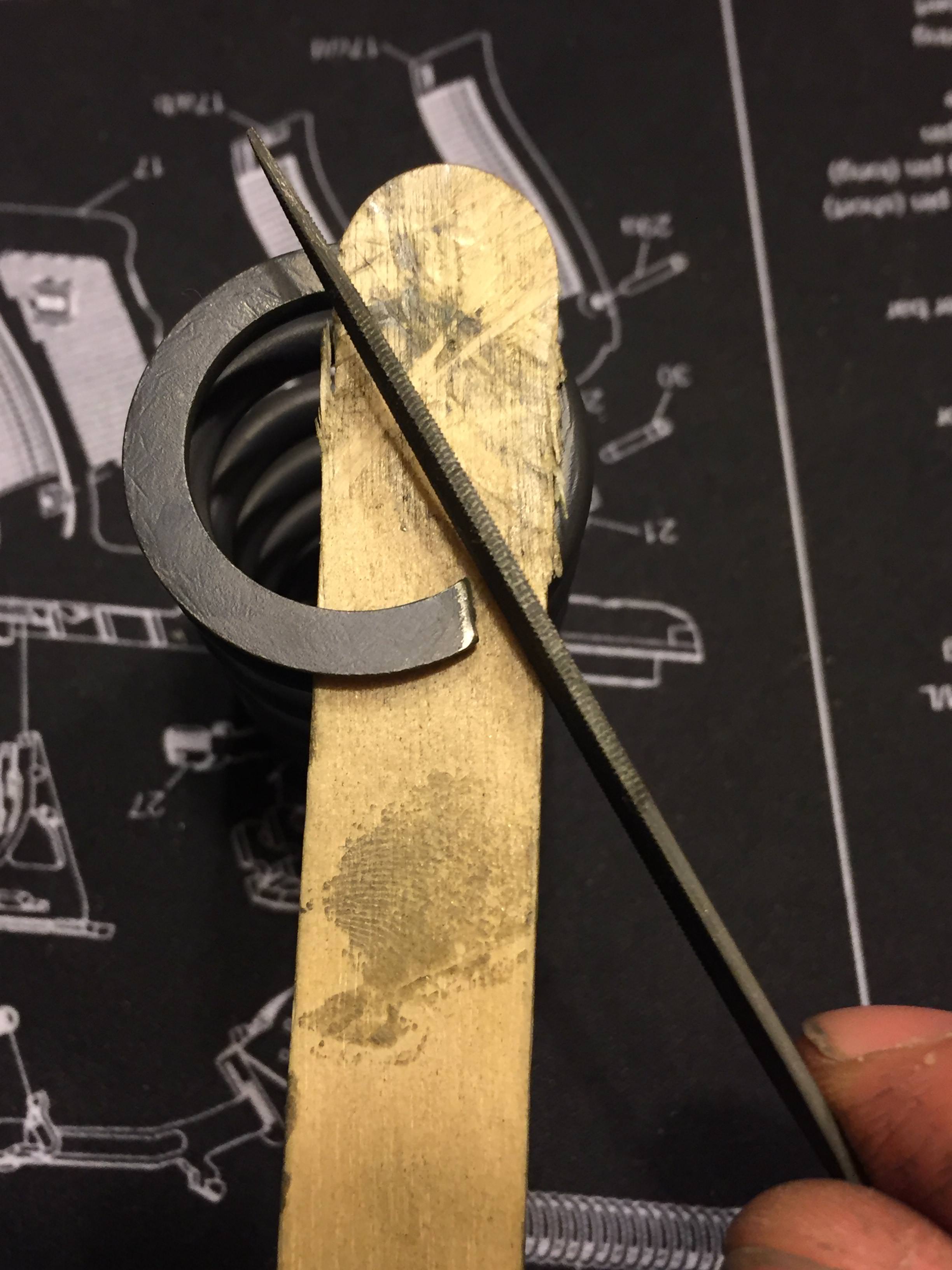
Putting the final touches on the valvesprings...chamfer on both ends of each spring...that’s 64 ends total!!! This prevents the springs from digging into the seats/retainers and creating metal shavings/wear. I have another tool to chamfer the inner diameter as well to complete the process. Titanium galls easily so the coating helps prevent galling and the chamfer is another failsafe.


Putting the final touches on the valvesprings...chamfer on both ends of each spring...that’s 64 ends total!!! This prevents the springs from digging into the seats/retainers and creating metal shavings/wear. I have another tool to chamfer the inner diameter as well to complete the process. Titanium galls easily so the coating helps prevent galling and the chamfer is another failsafe.
 Jan 17, 2018 | 08:00 PM
Jan 17, 2018 | 08:00 PM
#529
Testing pressures on each spring was bringing up differences of +/- 8lbs so I ran each individual spring down to coil bind and waited 1 minute before releasing it. I then pressure tested them again and got more consistent results. I matched each spring to get 178 or 180lbs @ 1.800” height. This netted a consistent 200 or 202lbs @ 1.740”
Not quite done but you get the idea....roughly 24% increase in open area to compliment the 18% greater flow rate of the Melling 10296 pump.

Not quite done but you get the idea....roughly 24% increase in open area to compliment the 18% greater flow rate of the Melling 10296 pump.

